

4轴全自动数控磨刀机研磨刀型参数
公開日:2024-04-26
4轴全自动数控磨刀机研磨刀型参数
赛帕埃惜进口全自动数控磨刀机可以研磨钻头、丝锥、铰刀、2~4刃铣刀端刃 (含不等分)、圆鼻刀、铣刀侧刃、枪钻、半边雕刻刀、半边铰刀、直槽球刀、锐角钻头、2段锐角钻头、3刃钻头、平头钻、三面锥、两面锥、圆锥冲头、六棱柱、避空等,非标刀具可定制软件。
01 钻头
| |
刀具直径:0.5~20mm | 倒角形状:平面(即C角) |
刃数:2、3刃 | 后角/第二后角 :后角:1~30° 第二后角 :11~40° |
左右刃和左右旋:右刃右旋 | 圆锥后角:11~40° |
螺旋角:0~50° | 砂轮切入角:约35度 |
顶角范围:60~165° (圆锥最小60°,双平面最小85°;可以研磨平头钻) | 研磨部位:顶部、横刃、横刃底R、倒角 |
后刀面形状:圆锥和双平面 | 研磨精度:肩高和中心刃差≤0.007mm |
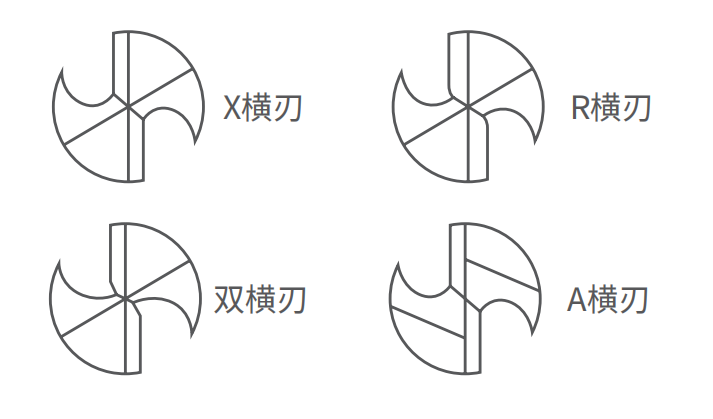
横刃形状:X、R、双横刃(即XF横刃)、A、S | 其他可调节参数:后刀面宽度、径向角、沟槽角、 横刃深度、横刃宽度等 |
02 立铣刀
 | |
刀具直径:0.5~20mm(三四刃1~20mm) | 中凹角:三四刃铣刀0~5°,二刃铣刀0~20° |
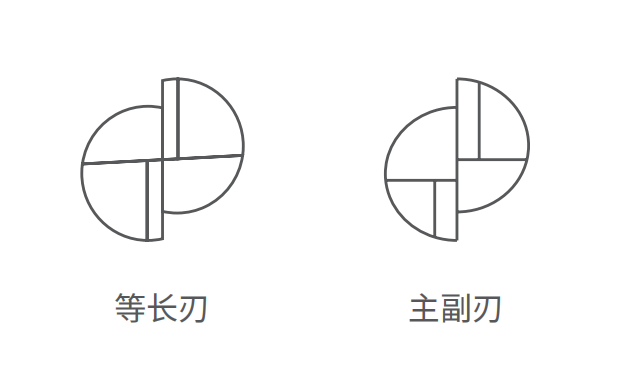
刃数:2、3、4刃 | 研磨部位:底刃、切口、凹槽(限二刃铣刀)、倒角(平面和R角)、侧刃 |
研磨前形状:顶部已切除、顶部未切除、圆鼻刀 | 研磨精度:刃差≤0.005mm、R半径±0.015mm、侧刃跳动≤0.015mm |
分度情况:等分、不等分 | 其他可调节参数:尖角保护、交点补正、后刀面宽 度、切口深度 |
左右刃和左右旋:右刃右旋 | |
砂轮切入角:约55° | |
03 丝锥
 | |
刀具直径:M1~M20 | 刃数:2、3、4、5、6 |
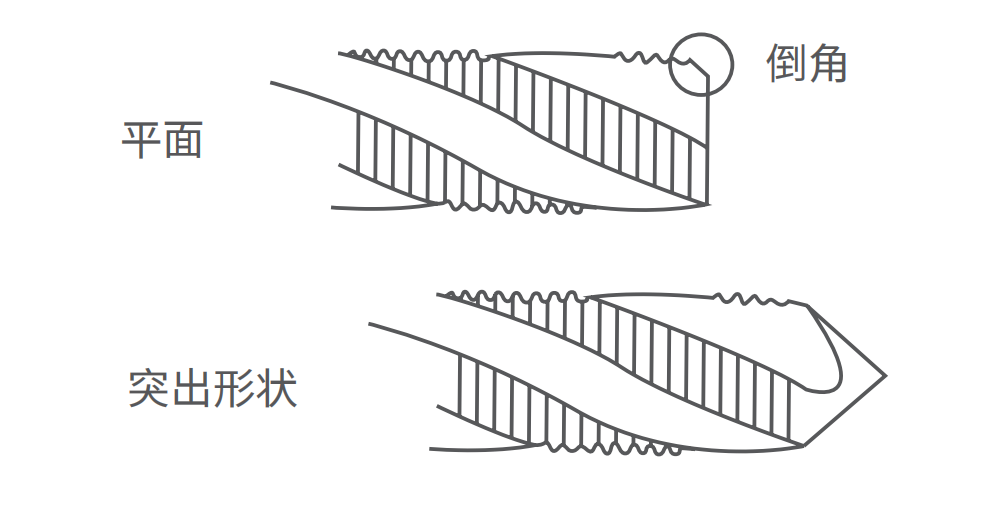
螺距:0.35/0.5/0.6/0.7/0.75/0.8/1.0/ 1.25/1.5/1.75/2.0/2.5/3.0/3.5 | 端面形状:平面和突出 |
研磨前形状:已切除和未切除 | 公制和英制:均可对应 |
丝锥规格:直槽丝锥、螺旋丝锥、螺尖丝锥 | 研磨部位:顶部、导向牙、倒角 |
左右刃和左右旋:直槽、右刃 | 研磨精度:导向牙跳动≤0.01mm |
其他可调节参数:导向角度、铲背后角、导向直径、倒角宽度、倒角角度、回转量补正 | |
04 雕刻刀和半钻头
 |
刀具直径:1~20mm |
顶角范围:5~160° |
研磨前形状:圆棒、已开半、已有刃 |
研磨部位:开半、顶部、后刀面、圆锥后刀面 |
研磨精度:顶部半径≤0.013mm |
其他可调节参数:顶部半径补正、顶角补正、顶部倾斜角、顶部后角、中心补正 |
05 枪钻
 |
刀具直径:0.5~20mm |
刀具长度:40~235mm(可订制360mm) |
规格:常规款式和韩式单刃枪钻 |
研磨部位:外刃、内刃、钻尖面、过油面 |
研磨精度:钻尖偏差≤0.01mm |
其他可调节参数:外角、外刃后角;内角、内刃后角;钻尖后角;油面角、油面后角;油面宽度补正、油面斜角补正、钻尖位置补正等 |
母公司——株式会社日光电机制作所创立于1952年,作为金属加工品量产的制造工厂积累了机床专业相关的丰富经验与技术。1990年公司开始活用该经验与技术,发展自动省力化机械的研究与开发。2004年成立了作为机器销售公司的本社——サイバーRC株式会社,并开始开发和销售本公司自有品牌机器软件。
赛帕埃惜致力于“以zui简单的操作实现高效率的机械系统软件”的研究与开发,并基于zui新理念开发出shi界shou创的超xian进机构。
赛帕埃惜全自动数控磨刀机在欧美、东南亚等世界各国开展销售业务。我们将秉持“改变人们对传统机械加工的认知,创造行业quan新未来”的信念,进一步推动开发技术的提升。
<次> 5轴SP数控磨刀机研磨刀型参数
